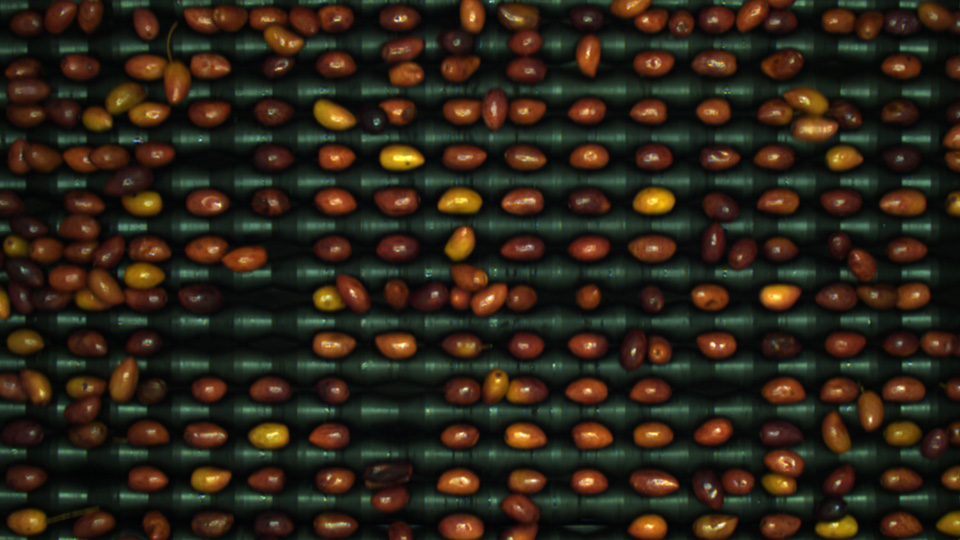
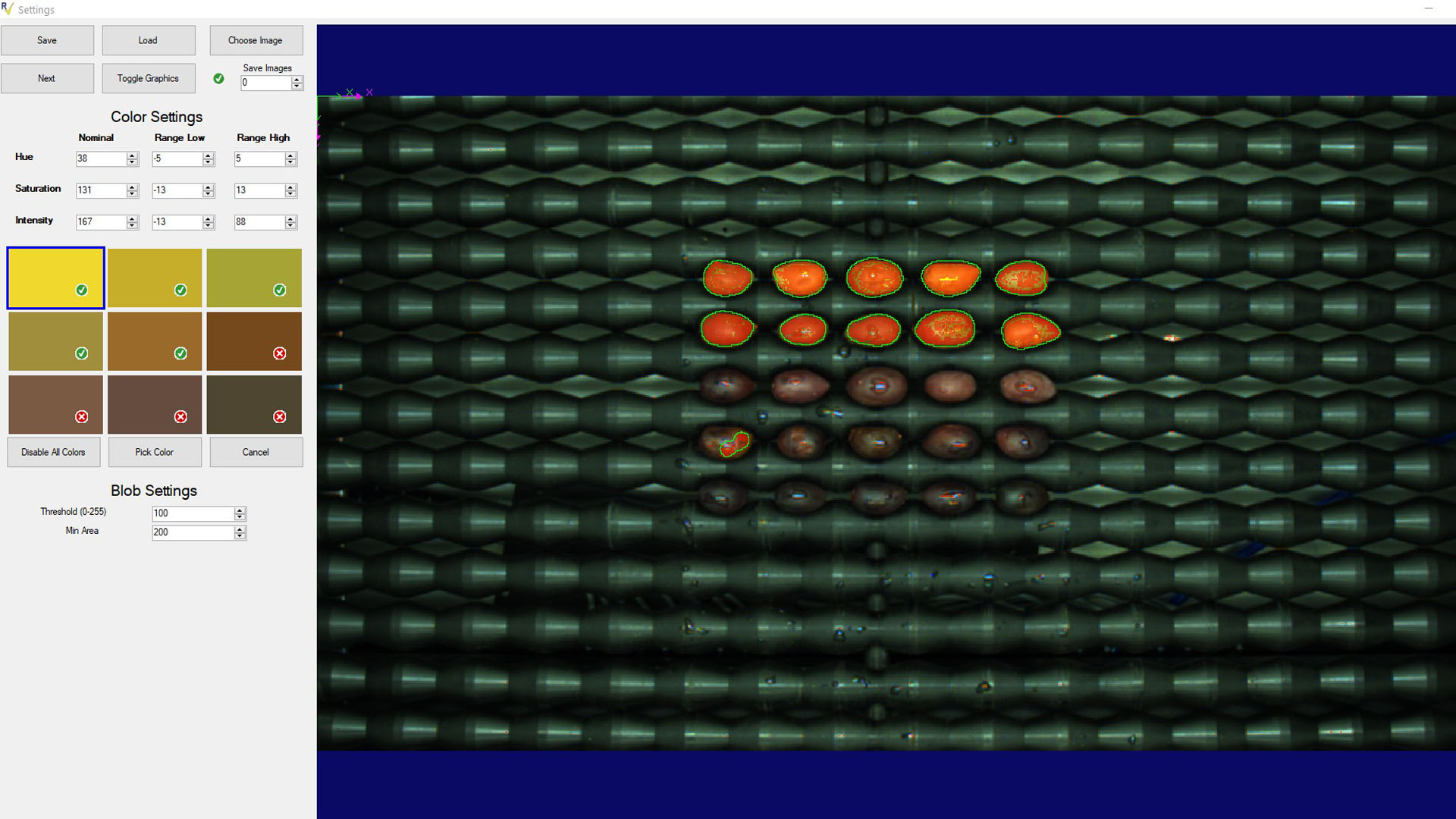
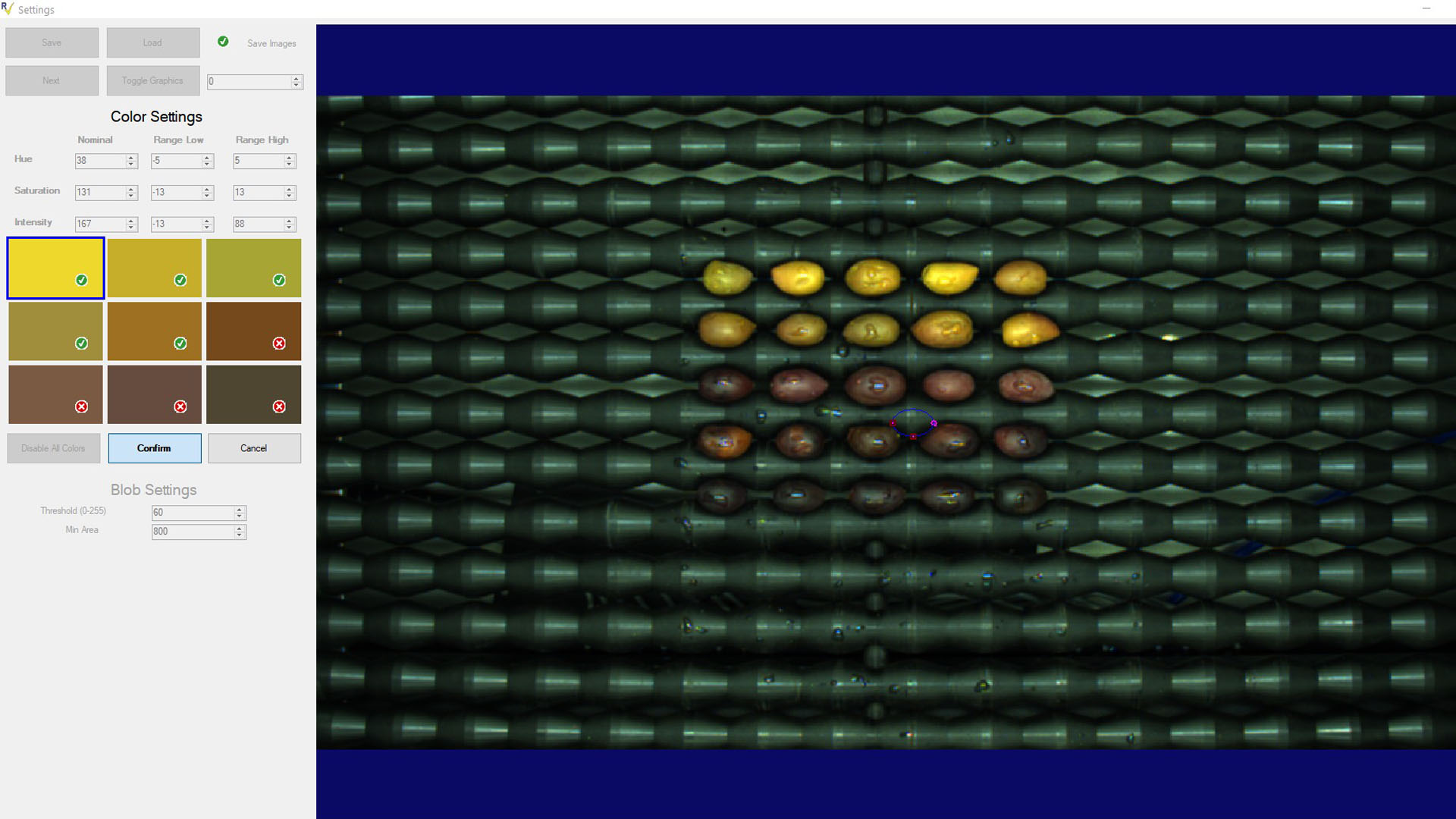
Even minor deviations in color can compromise a product’s appearance, create issues with brand identity, and lead to costly returns. Factors such as lighting, material texture, and viewing angle affect perception, making color analysis a highly demanding process.
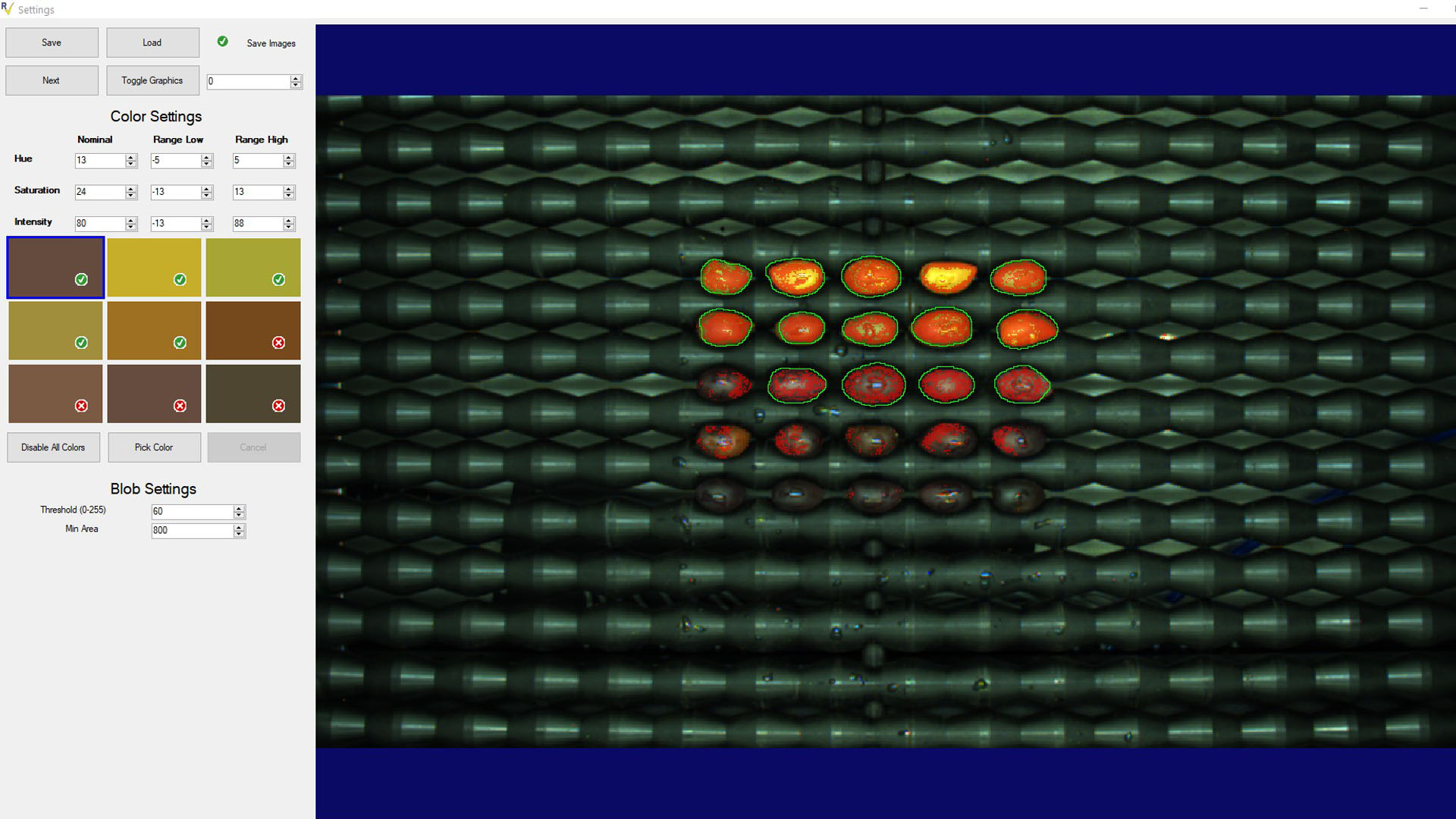
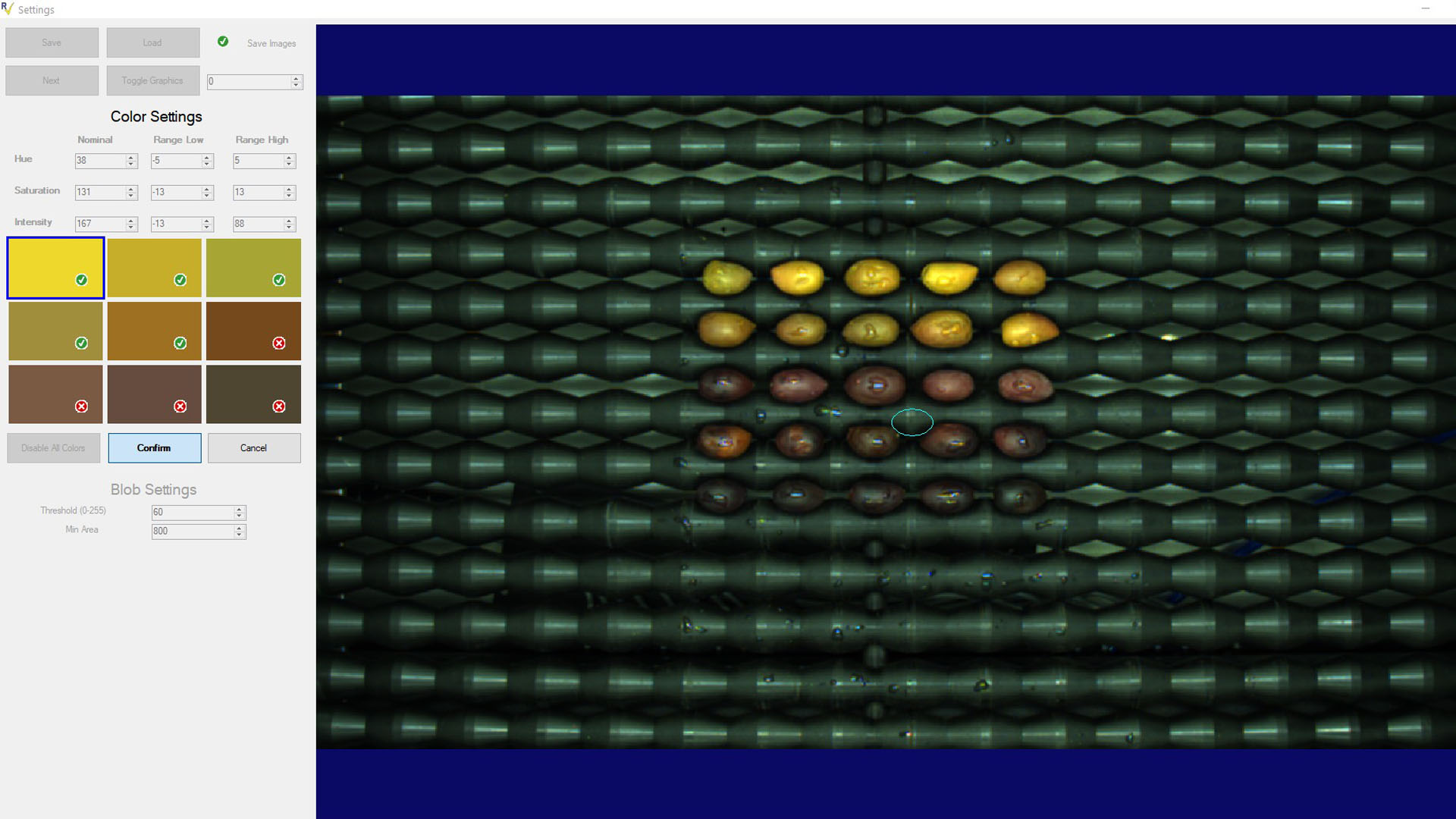
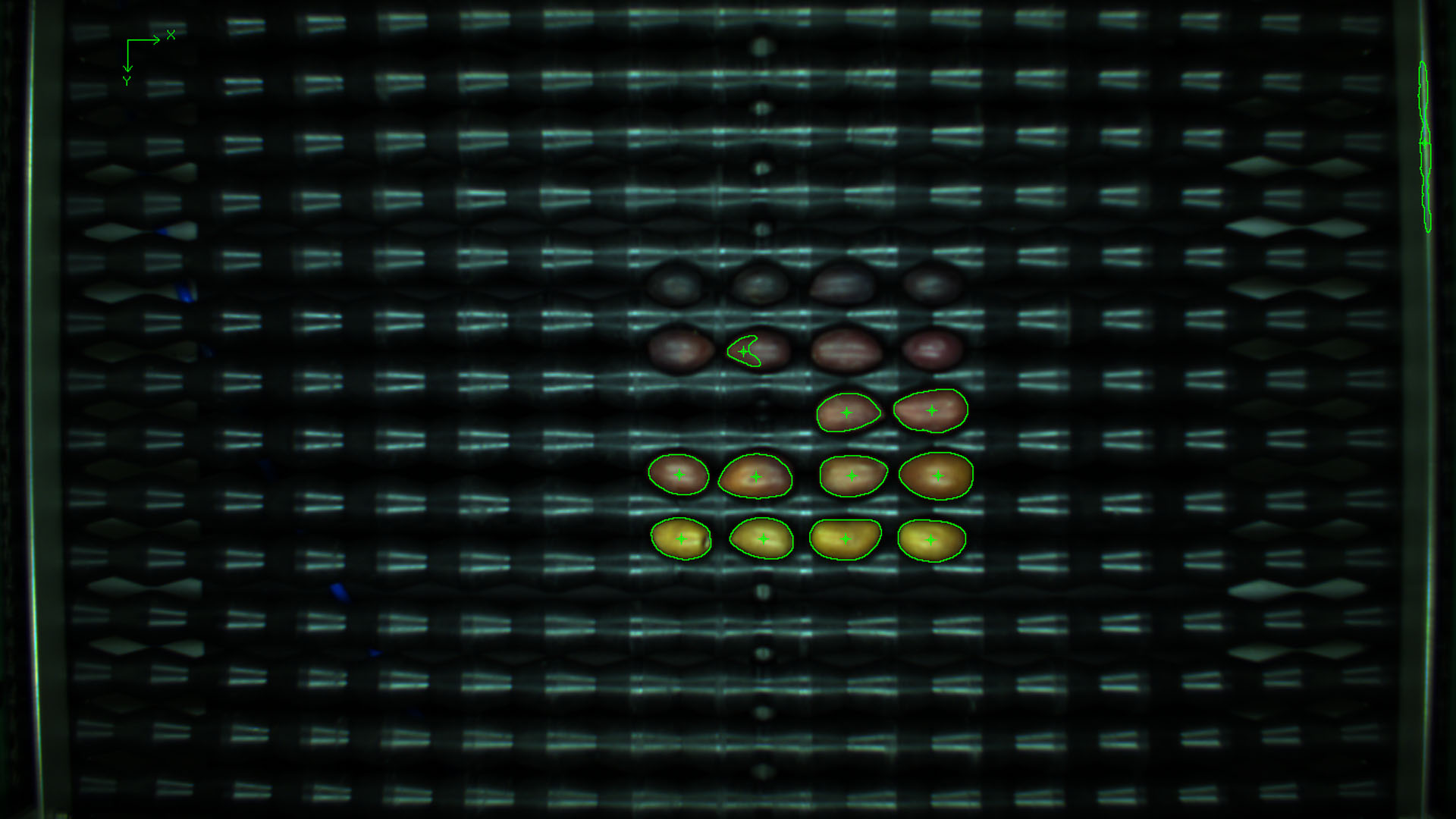
With calibrated lighting and advanced algorithms, color inspection systems ensure reliable and consistent measurement, detecting deviations in shades, tones, and patterns even in challenging production environments.