Hyperspectral imaging strengthens quality control and production efficiency across a wide range of sectors, supporting both qualitative and quantitative analysis:
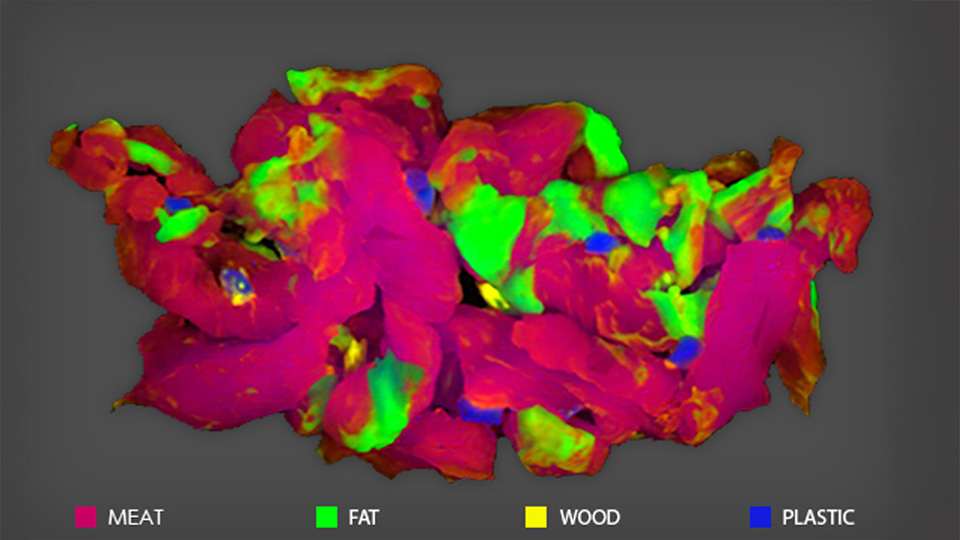
Food & Beverage: Detects contaminants, verifies product composition, and classifies ingredients with precision.
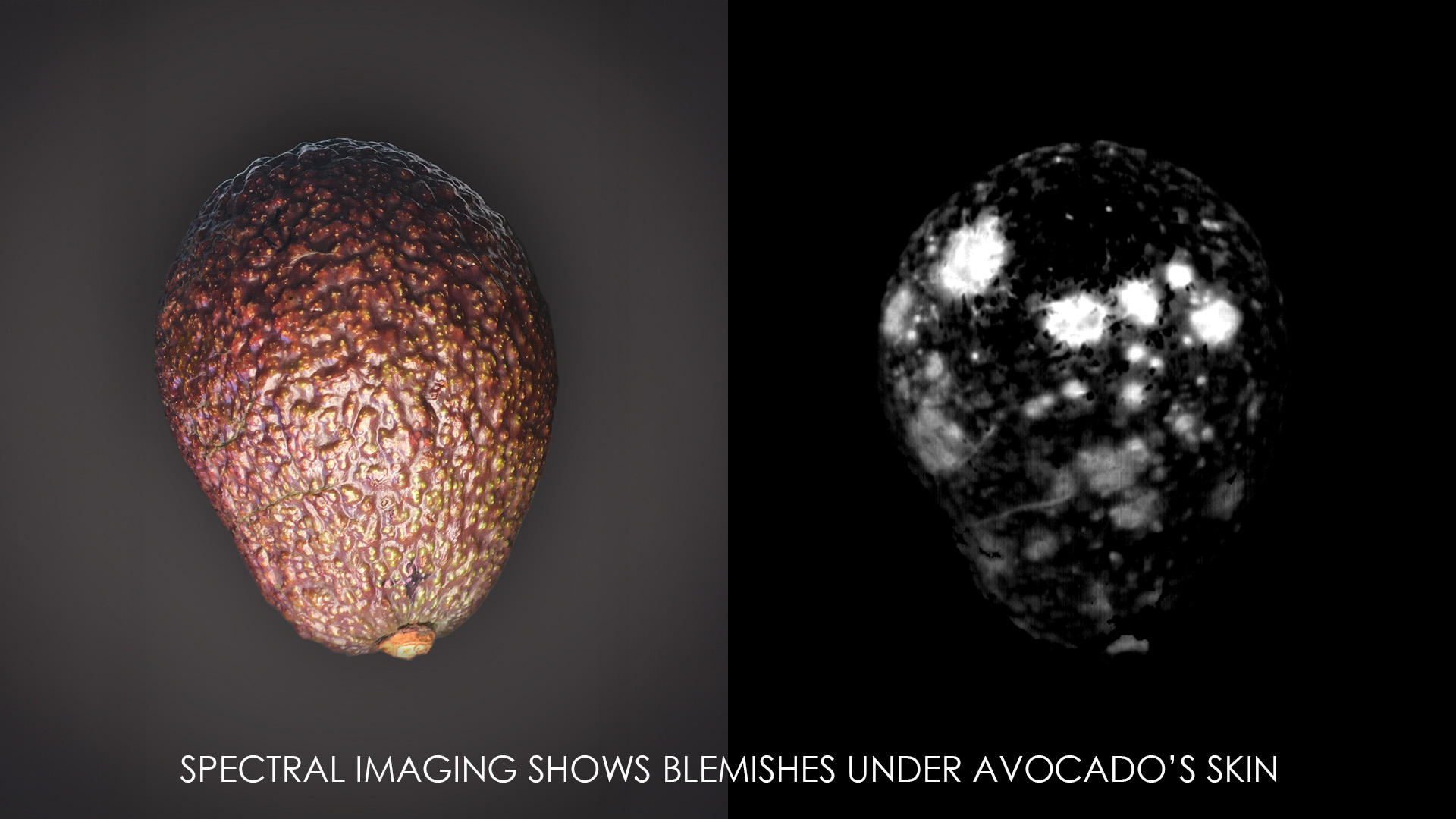
Agriculture: Monitors crop health, assesses moisture levels, and detects early signs of disease.
Recycling: Separates plastics and other materials for efficient sorting.
Pharmaceuticals: Ensures product compliance with specifications by measuring the presence, amount, and distribution of the active ingredient (API) online, in real time during production.
Textiles: Evaluates dye uniformity and identifies surface defects.